
|
Register or Log In To remove these advertisements. |
|
|
|
|||||||
|
|
Thread Tools | Display Modes |
 07-06-2014, 01:03 AM
07-06-2014, 01:03 AM
|
#1 |
|
Senior Member
Join Date: May 2004
Location: johnstown, NY
Posts: 2,393
|
MIG welding tips & techniques
I was asked in my build thread to share MIG welding techniques, so here ya go. These are the specific steps I took to achieve a better looking MIG weld on thicker plate (as opposed to sheet metal.) If you try the following steps, post some pictures. We can all learn from each other!
I used 1/8th plate to form a T-joint. By the way, these tests in the welding world are called "coupons." Weird, I know On these tests, I was using .030 wire, CFH set to 20. Make sure your welder is on and you are holding the trigger down when you set your flow rate. The idea here is to do at least six different tests using different welder settings in order to compare your results. Do as many as you like until you find your welders sweet spot. It's different from machine to machine. For the record, I'm using a Hobart Handler 180, which is a 220V machine. Test 1: Set your voltage and wire speed at the recommended settings on your welder. I'm going to share my specific welder setting so you can better understand the various tests, but as I previously said, the settings will be different depending on your welder. So on my welder, the recommended setting is 3/60 (3 voltage, 60 wire speed) Run a bead at least 3" long. Make sure you label the piece so you can keep track of your changes. 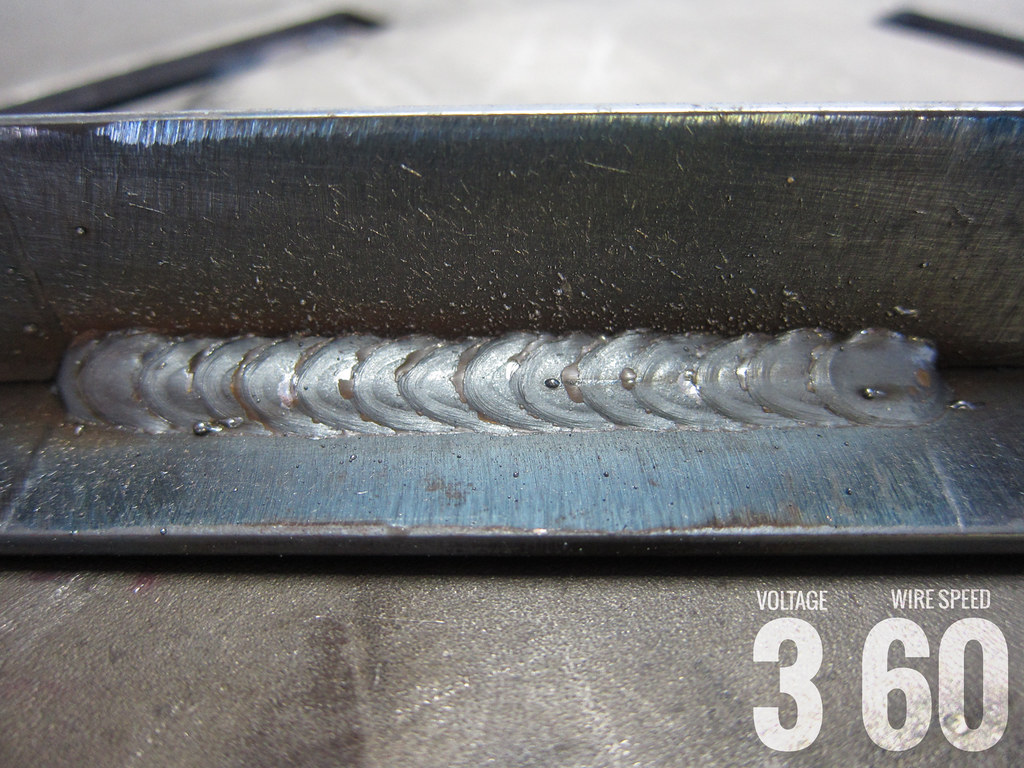 Test 2: Now you will change one setting at a time. Start with lowering the wire speed. On my welder, I lowered wire speed from 60 to 50, so 3/50. When you lower wire speed or voltage, you will need to SLOW DOWN on your travel speed. Speed is something you are going to have to also experiment with, but to get a ballpark idea, these 3 inch beads take me about 24 seconds to complete, so that is 8 seconds per inch. Again, this is just for reference.  Test 3: Lower wire speed another step: 3/40  Test 4: Step down voltage and start with factory recommended wire speed, so 2/60. Here you can see wire speed is too fast as there are issues with the toe not properly fusing.  Test 5: Step down wire speed, 2/50. Again, the toe is not the greatest, but its better than the above test.  Test 6: Step down wire speed, 2/40. This is the sweet spot (appearance-wise) for my welder with my specific travel speed.  With all the above tests, you should see a significant change in weld appearance(some good, some bad) and amount of spatter. You will hear the sound of the weld change from test to test. You want a smooth, consistent sound. When it starts to pop and crackle, one of the settings is off. This will also be evident with increased spatter. Ok, that was the easy part to explain. Now for the technique part. By the way, this whole discussion is something that has been discussed on the internet for years, just google "MIG like TIG" and be prepared for endless debate. I don't intend this thread to turn into a debate on weld strength. The strength factor is something that you will have to get comfortable with. There are rudimentary destructive hammer tests you can do to your coupons, as well as more technical tests using dyes to test penetration. If this is of concern to you(which it should be), you could research more about these tests, or you can simply use the techniques I am explaining on nonstructural, cosmetic welded areas. Use these techniques on things you feel appropriate, and where you feel comfortable. This write-up is meant to encourage you to experiment with your welder. For a long time, I used a back and forth weave pattern. You are probably familiar with this. I now do what I'll call the overlapping oval pattern. You are going to travel from left to right, making overlapping, counter-clockwise ovals with the gun at 45 degree angle. I did a video of this technique using pen and paper. When you overlap the ovals, you are essentially going to be pushing the molten puddle back into itself with the wire. How far you overlap is going to dictate how far apart the ripples are. As a ballpark, start with a 50% overlap.  This is really obvious (and the hard part) but I'll say it anyway. In order to get a good looking weld, you need to be really steady, smooth, and be consistent with the size of the ovals you are making. If you slow down or speed up or move too far in one direction, that all will affect the robotic look of an appealing looking weld. Again, this may sound obvious, but you need to see what you are doing! You need to see the molten puddle to be able to manipulate it. For the longest time, I had trouble being able to see really well. You can try two simple things to aid in seeing. The first was an eye opener for me. (pun intended!) I was at the welding supply store and noticed these magnifiers that are placed in your helmet. These things are GREAT. There are various strengths, allowing you to see what you are doing really close up. Try them, you won't be disappointed.   The second thing is lighting. Even though you are producing a very bright arc when you weld, if you shine some sort of construction working light on what you are welding, the light will still aid you in being able to see better. That's about it. Let me know if you have any questions, and if you give it a try, post pictures. Happy welding! |

|

|
| Bookmarks |
|
|










 Threaded Mode
Threaded Mode